

高精度な為機械加工経験を22年付けたオーダーメイドに
Tel:0086-0411-87516616-833
Mobile(WeChat):+8613998697660
Mobile(WeChat):+8613998697660


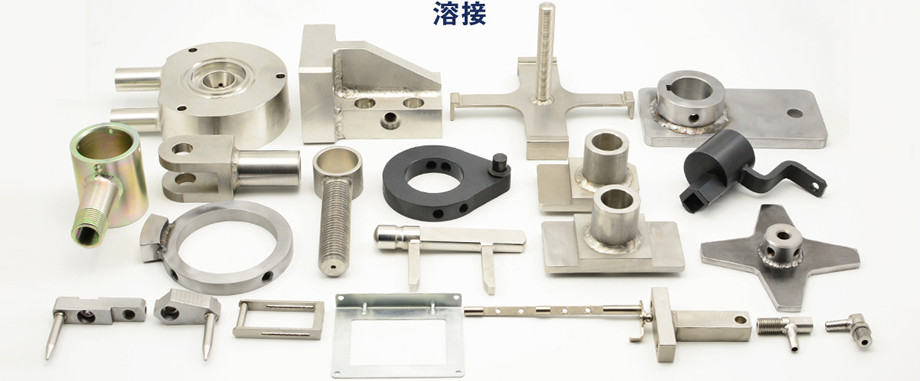
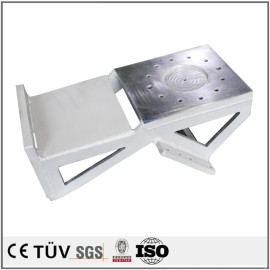
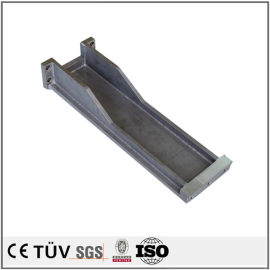
溶接部品
| 溶接材料: | 材料分類 具体ナンバー |
| 炭素鋼 | S25C,S35C,S45C s50c s55c鉄SS400 |
| ステンレス | SUS201 304,316,303,及SUS440Cなど |
| アルミ合金 | 5052,5056,6061,6063,6082,7075,7071,2017,2014など |
| 銅及び銅合金 | T1,T2,H59,H62 C3604,BC6,CUなど |
| 金型用鋼 | SKD11,SKD61,SKS,SCMなど |
| 溶接設備: | 設備分類 具体使用範囲 |
| アルゴンアーク溶接機 | 大きなパーツから小さなパーツまでよく使用されています。板金機箱、薄い板類溶接に対して、変形量が小さくて、きれいに溶接できます。 |
| シーオーツー溶接机 | 大きなパーツから小さなパーツまでよく使用され、溶接の効率は大幅にUPできます。 |
| 冷间溶接機 | 小さな精密パーツの公差修正に使用します。 |
| レーザー溶接機 | 小さなパーツの精密溶接に使用します。 |
| 突合せ溶接機 | 板金機箱、薄い板類パーツのスポット溶接のロット加工が対応できます。 |
| 溶接検査: | 溶接肉盛りNG場合の説明 |
| 偽溶接 | 溶接母材未溶融、母材未接続、溶接肉が中断などの溶接不具合(溶接肉の長さが要求に満たせられない)。 |
| 空気穴 | 空気穴とは溶接肉表面にできた小さな貫通穴 |
| 割れ紋 | 溶接肉にできた割れ現象 |
| 異物 | 溶接肉に混入した異物 |
| 辺を噛む | 不適当な溶接より、母材と溶接肉が接続部分に溝や凹みができた現象。 |
| 焼き通し | 母材が熱により焼き通した現象。 |
| ビード飛び | 溶接の際飛び出したビードがワークの他の部分の付ける現象。 |
| 肉盛りが高すぎ | 肉盛りが大きすぎ H値が3mm超えないこと。 |
| 位置ずれ | 溶接位置ずれ |
| 合わせ不良 | 母材合わせの隙間が多き過ぎ |
| 工程要素: |
| 1.溶接材料は設計要求と関連基準の規定に合致し、品質証明書及びその他の資料を検査する。 |
| 2.溶接工は認定試験に合格しなければなりません、適応する溶接条件と受験日を検査するものとする。 |
| 3.ⅠⅡ級のビードに対して探傷検査を実施し、設計要求と施工及び検収の規定に合致して、溶接検査報告書を検証する。 |
| 4.全体的な溶接外観と构造が均一で、ビードと溶接は全体的に滑らかにするものとする、はんだスラグとスプラッシュはきれいに掃除する。 |
| 5.ⅠⅡ級のビードは、完全に溶接されていない、アンダーカット、収縮しない、そのような不良存在してはなりません、表面に空気孔、ひび割れ、アーク傷などがない。 |
| 6.高强度部品は図面の規定に従って、引張试験検査、圧力试験検査、疲労试験検査、関连要求に合致し、検査报告を発行するものとする。 |
717製品が見つかりました
視点ショーケース







MOQ: 1 piece
単価: US $ 2 / piece
アルミ合金 、 高級ニッケル-クロムめっき、防錆、小型溶接部品





















私たちに書いてください
求める品の情報をご連絡ください
- 電話
- *題名
- *内容


お問い合わせ
大連鴻昇は、高品質、プロフェッショナルな機械加工サービスをお客様に提供しています。気軽にお問い合わせください。
サブスクリプション
連絡係