

高精度な為機械加工経験を22年付けたオーダーメイドに
Mobile(WeChat):+8613998697660

検査報告展示
生産図面は社内加工及び検査時使用の図面です。すべての寸法は必ず全数検査してから、データを生産図面に記入いたします。検査員は検査して、確認のために合格なら必ず図面にサインします。また、生産図面の検査結果は社内で3年以上保存されています。
検査報告書は3種類に分け:1図面検査報告書、2三次元測定報告書、3エクセル形式の検査報告書です。検査報告書は生産図面に記載の実測値より作ります。中の三次元測定報告書とエクセル形式の検査報告はあるお客様のご要望に応じて特殊な検査報告書です。図面検査報告書、三次元測定報告書、エクセル形式の検査報告書は部品と一緒にお客様に送りいたします。

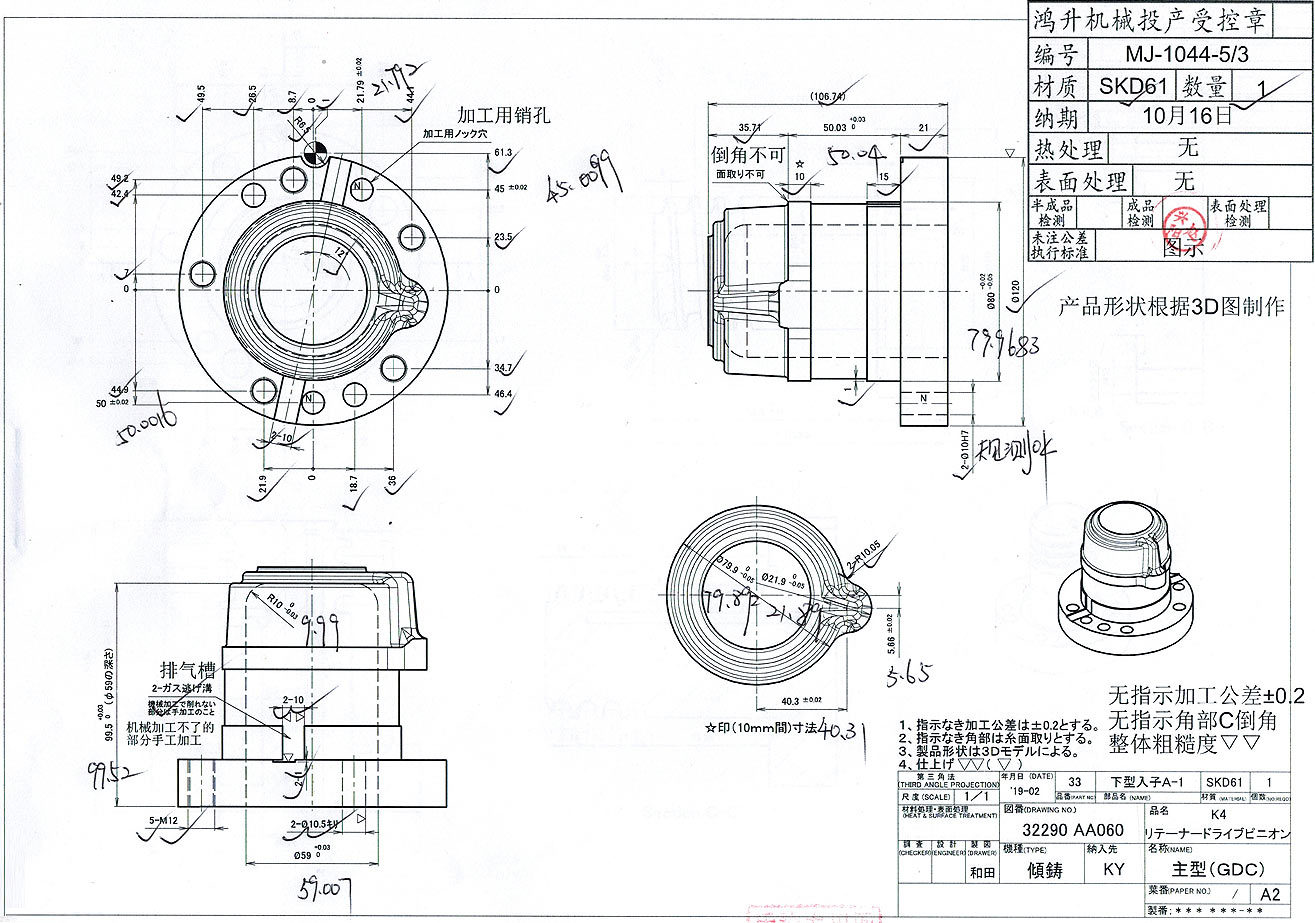
生産図面
検測後の生産図面は三年以上保存します。
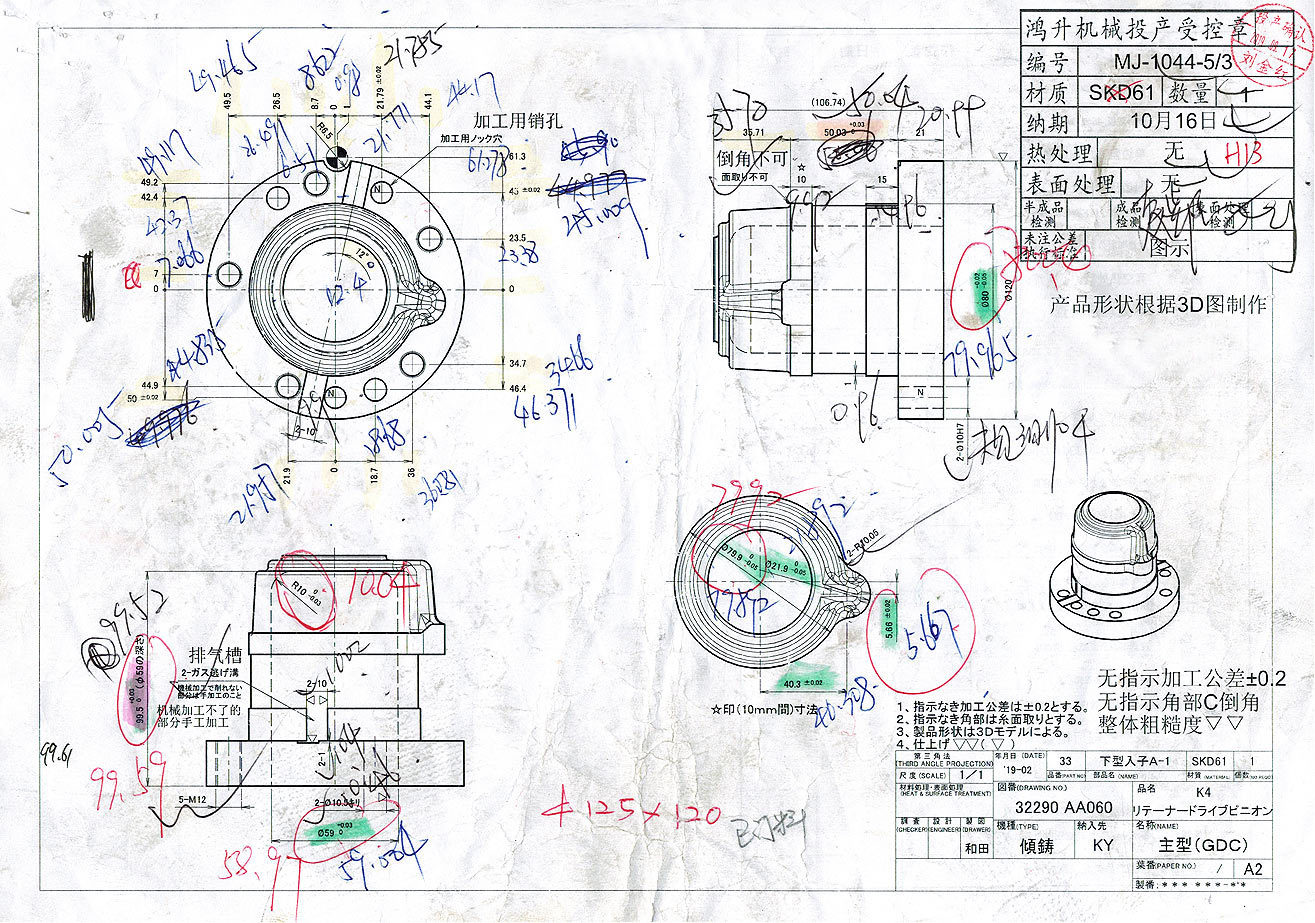
生産図面に検測データを全部記録します。公差外の寸法は赤ペンでマークし、データを不良伝票に記入して、修理にかけます。不良伝票に検測員名前、検測日付、不良内容、修理者名前、修理日付、修理数量、二回検測員名前を記入します。修理後、寸法、表面、バリなどを確認し、最終検測員がサインして、次の工程に流します。

全部検測完了後、検測員サインします。検測後の生産図面は三年以上保存します。
下記は生産図面の不良問題を修正した後に、生産図面により出された三種類異なる品質検査報告書です。 (図面形式検査報告、三次元形式検査報告、表形式検査報告)

図面形式検査報告書
図面に実測値を記録し、図面の表紙で検査報告書を作成する。
製品に対して図面検査報告書に図面の寸法、材質、数量、表面処理、熱処理(焼鈍、応力除去)など全数検査を行わなければなりません。
自由公差の寸法は合格とすれば図面相応位置に「√」を記入し、図面に公差寸法を記載され位置に実際の測定値を記入する必要があります。製品数量が2つ以上にある場合、実測値は最大値と最小値を記入しなければなりません。
全部の検査が終わったら、検査員が名前をサインして確認します。図面の検査報告書は部品を出荷する時に同梱にしてお客様に送ります。

三次元形式検査報告書
取引先の様々な要求によって、精度高い寸法の検査は三次元測定検査報告書を発行します
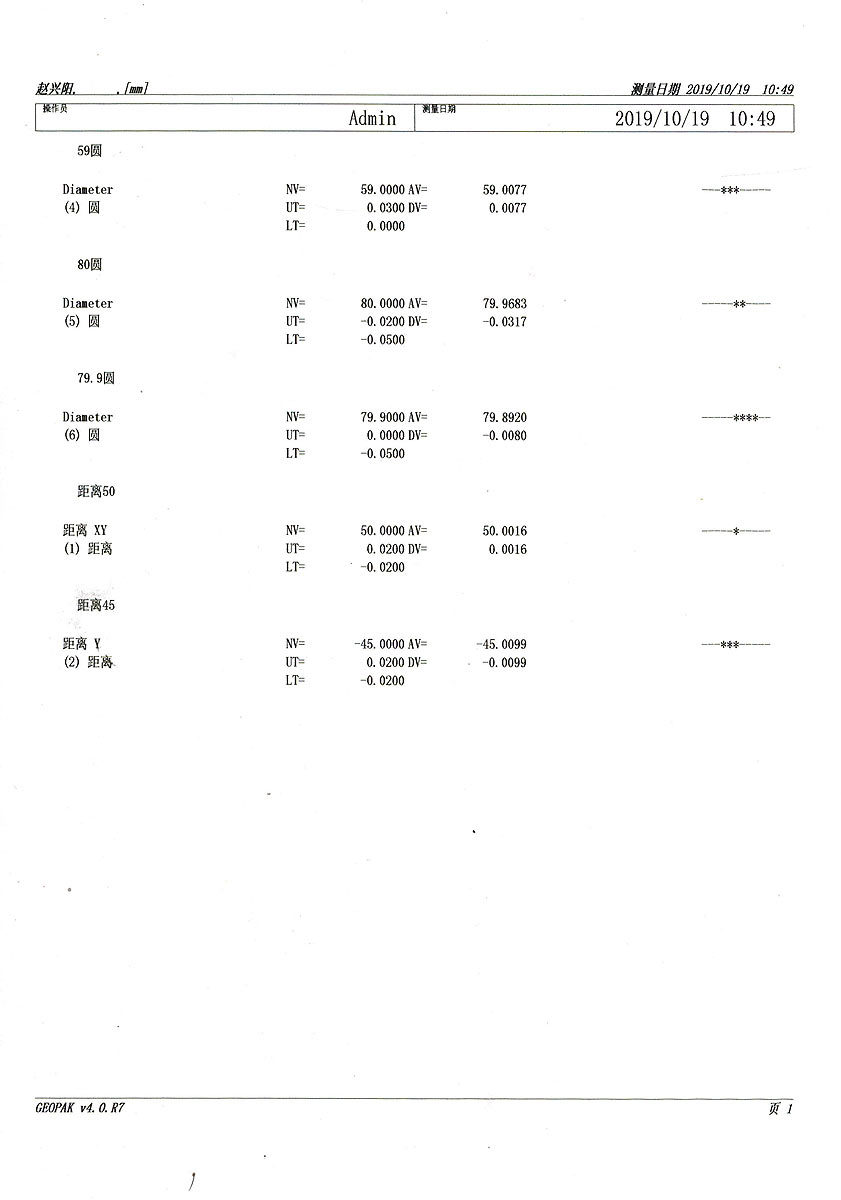
三次元の測量精度は0.001mmに達し、お客様の様々な要求によって、精度高い寸法の検査は三次元測定検査報告書を発行します
すべての検査が完了した後、検査員は検査報告書に署名し確認して、三次元検査報告書と図面検査報告書は製品の出荷時と一緒に御客様に発送致します。

エクセル形式検査報告書
お客様の特殊な要望より、エクセル形式で検査報告書を作ります。

図面にはすべての検査必要な寸法を記入して、実測値を各寸法の検査結果欄に記入します。また、検査設備も記載しております。



すべての検査が完了した後、検査員は検査報告書に署名し確認して、エクセル形式検査報告書と図面検査報告書は製品の出荷時と一緒に御客様に発送致します。

